


Alkalmazás a félvezetőiparban
A GREEN egy nemzeti high-tech vállalat, amely automatizált elektronikai összeszerelés, félvezető-csomagoló és tesztelő berendezések kutatás-fejlesztésével és gyártásával foglalkozik. Olyan iparági vezetőket szolgál ki, mint a BYD, a Foxconn, a TDK, az SMIC, a Canadian Solar, a Midea és több mint 20 további Fortune Global 500 vállalat. Megbízható partnere a fejlett gyártási megoldásokhoz.
A kötésgépek lehetővé teszik a vezetékátmérők közötti mikroösszekötők létrehozását, biztosítva a jel integritását; a hangyasavas vákuumforrasztás megbízható kötéseket hoz létre <10 ppm oxigéntartalom mellett, megakadályozva az oxidációs hibákat nagy sűrűségű tokozásokban; az AOI pedig kiszűri a mikron szintű hibákat. Ez a szinergia >99,95%-os fejlett tokozási hozamot biztosít, megfelelve az 5G/AI chipek extrém tesztelési követelményeinek.

Ultrahangos huzalkötő
100 μm–500 μm alumíniumhuzal, 200 μm–500 μm rézhuzal, akár 2000 μm széles és 300 μm vastagságú alumíniumszalagok, valamint rézszalagok kötésére alkalmas.

Mozgástartomány: 300 mm × 300 mm, 300 mm × 800 mm (testreszabható), ismétlési pontosság < ±3 μm

Mozgástartomány: 100 mm × 100 mm, ismétlési pontosság < ±3 μm
Mi a huzalkötési technológia?
A vezetékes kötés egy mikroelektronikai összekapcsolási technika, amelyet félvezető eszközök csomagolásukhoz vagy szubsztrátjaikhoz való csatlakoztatására használnak. A félvezetőipar egyik legfontosabb technológiájaként lehetővé teszi a chipek külső áramkörökhöz való csatlakoztatását elektronikus eszközökben.
Huzalanyagok kötése
1. Alumínium (Al)
Kiváló elektromos vezetőképesség az aranyhoz képest, költséghatékony
2. Réz (Cu)
25%-kal magasabb elektromos/hővezető képesség, mint az Au-nak
3. Arany (Au)
Optimális vezetőképesség, korrózióállóság és kötésbiztonság
4. Ezüst (Ag)
A legnagyobb vezetőképesség a fémek között
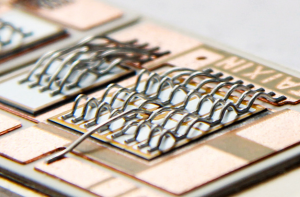
Alumínium huzal
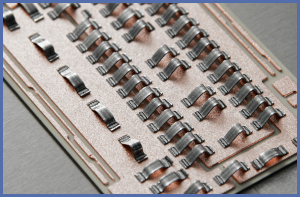
Alumínium szalag
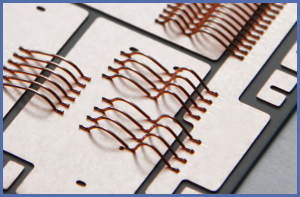
Rézhuzal
Rézszalag
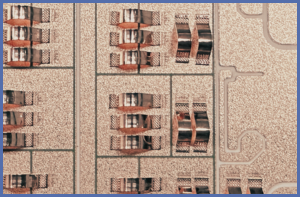
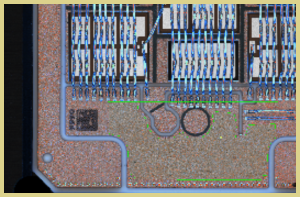
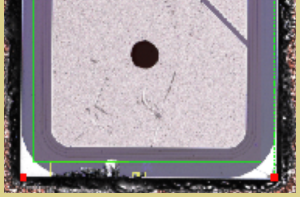
Félvezető die bonding és huzalkötés AOI
Egy 25 megapixeles ipari kamerát használ a chipek rögzítési és vezetékkötési hibáinak észlelésére olyan termékeken, mint az integrált áramkörök, IGBT-k, MOSFET-ek és kivezetéskeretek, 99,9%-nál nagyobb hibaészlelési arányt elérve.

Ellenőrzési esetek
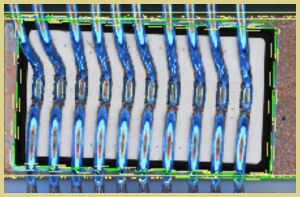
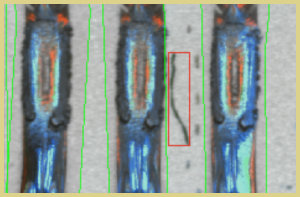
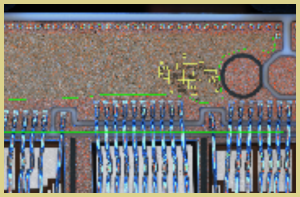
Képes ellenőrizni a forgács magasságát és síklapúságát, a forrasztási eltolódást, a dőlést és a lepattogzást; a forrasztógömbök tapadáshiányát és a forrasztási kötések leválását; a vezetékkötési hibákat, beleértve a túlzott vagy elégtelen hurokmagasságot, a hurok összeomlását, a törött vezetékeket, a hiányzó vezetékeket, a vezeték érintkezését, a vezeték meghajlását, a hurok kereszteződését és a túlzott farokhosszt; az elégtelen ragasztóanyagot; és a fémfröccsenéseket.
Forrasztógolyó/maradék
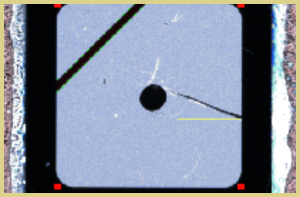
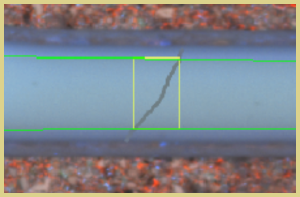
Chip Scratch
Forgács elhelyezése, méretezése, dőlésszög mérése
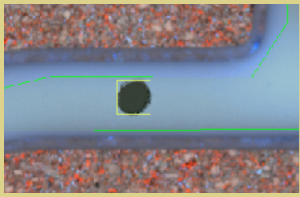
Chip szennyeződés/idegen anyag
Forgácsolás
Kerámia árok repedések
Kerámia árok szennyeződése
AMB oxidáció
Beépített hangyasavas reflow kemence

1. Maximális hőmérséklet ≥ 450°C, minimális vákuumszint < 5 Pa
2. Támogatja a hangyasavat és a nitrogént tartalmazó folyamatkörnyezetet
3. Egypontos üregképződési sebesség ≦ 1%, teljes üregképződési sebesség ≦ 2%
4. Vízhűtés + nitrogénhűtés, vízhűtéses rendszerrel és kontakthűtéssel felszerelve
IGBT teljesítmény félvezető
Az IGBT forrasztás során a túlzott páralecsapódási arány láncreakciós hibákat okozhat, beleértve a hőmegfutást, a mechanikai repedéseket és az elektromos teljesítmény romlását. A páralecsapódási arány ≤1%-ra csökkentése jelentősen növeli az eszköz megbízhatóságát és energiahatékonyságát.
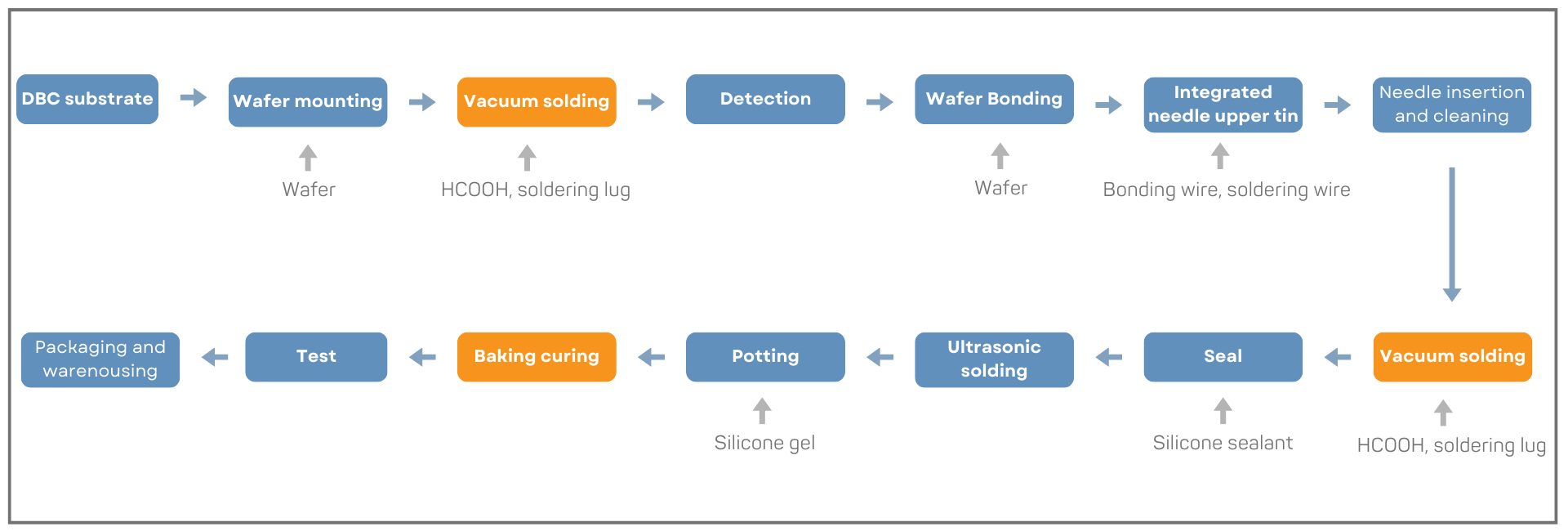
IGBT gyártási folyamatábra





